
Luca Conte, Weller Sales Manager Southern Europe
Die Nachbearbeitung von elektronischen Komponenten hat in den letzten Jahren drastisch zugenommen, zusätzlich verstärkt auch durch den Mangel an Komponenten, der den Markt immer noch weltweit beeinflusst. Viele Käufer werden sich auch der Notwendigkeit bewusst, elektronische Geräte und Komponenten zu reparieren und zu recyceln, um Abfall und die daraus resultierenden schädlichen Auswirkungen auf die Umwelt zu reduzieren.

Leiterplattenbaugruppen (PCBAs) haben sich in den letzten Jahren mit der Einführung von kleinen bis hin zu Miniaturkomponenten und schwereren Wärmeleitplatten weiterentwickelt. Außerdem können bleifreie Lötlegierungen den Nachbearbeitungsprozess noch komplizierter machen. Daher ist es entscheidend, alle Elemente zur Verfügung zu haben, die für die Durchführung des Nachbearbeitungsverfahrens erforderlich sind, und um Risiken für kritische Lötstellen zu beseitigen.
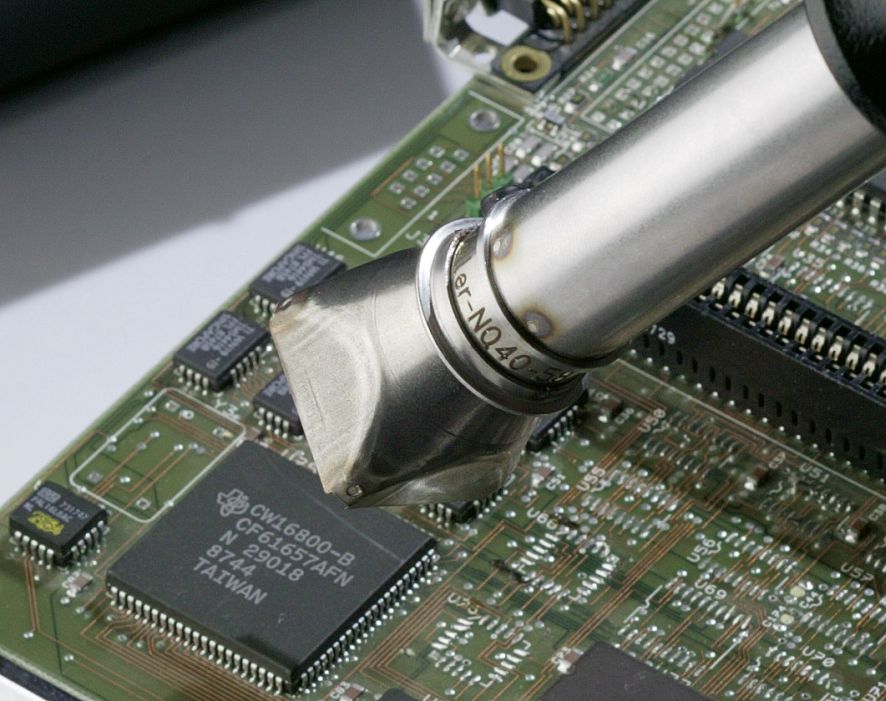
Beginnen wir mit den erforderlichen manuellen Werkzeugen: Nacharbeitungen können unterschiedlich gehandhabt werden, abhängig von der Komponente, den Fähigkeiten und Vorlieben des Bedieners und den verfügbaren Werkzeugen. Für wenige Anwendungen ist lediglich ein Lötkolben mit der passenden Spitze erforderlich. Für diejenigen, die dies tun, werden häufig „GW“-Spitzen verwendet, um Kurzschlüsse oder Meißelspitzen zu entfernen, um Passive (von der Seite) sicherer zu entlöten als das Entlötlitze, die immer noch verfügbar und in Gebrauch ist. Wenn Sie jedoch eine Dual-Line-Komponente entlöten müssen, sollten Sie die Verwendung einer thermischen Entlötpinzette in Betracht ziehen, die gleichzeitig beide Seiten erwärmt und so ein schnelles Entlöten kleiner und mittlerer Dual-Inline-Komponenten ermöglicht. Wellers Thermopinzetten WXMT und WMRT sowie deren Entlötköpfe sind bei Bedarf auch in militärischer Standardausführung erhältlich.
Eine sinnvolle Empfehlung ist hier, genügend Lötlegierung auf die Kontaktfläche zu geben, um die Wärmeübertragung mit allen beteiligten Teilen zu verbessern. Für die meisten Bediener ist dies der schnellste, einfachste und bequemste Weg, Chips und andere oberflächenmontierte Bauelemente (SMDs) mit Anschlüssen auf zwei Seiten zu entlöten. Einige bevorzugen möglicherweise immer noch die Verwendung von Heißluft als Nachbearbeitungswerkzeug und auch einen kleinen/mittelgroßen Heißluftstift anstelle einer Hochleistungs-/Luftstrompistole.
Heissluftstifte
Weller bietet in diesem Bereich zwei verschiedene Leistungen an, 100 W beim HAP1 für die älteren Geräte und 200 W beim HAP2 und WXHAP200. Diese kleinen, ergonomischen Stifte können bis zu 18 l/min (15 für den kleinsten) entionisierte Luft bei maximal 550 °C abgeben und sie können mit Düsen von rund 0,8 mm bis zu 4 mm ausgestattet werden, bis hin zu einem 18 x 18 mm Kopf. In Verbindung mit WXR3 oder WR3M können die Heißluftstifte von Weller außerdem mit dem Reflow-Kit WRK kombiniert werden. Dieses Entlötset optimiert den Prozess und ermöglicht ein präzises und beschädigungsfreies Anheben von Chipbauteilen beim Entlöten. Es gibt Düsen, die das Entlöten von Bauteilen von 3 x 3 mm bis 30 x 30 mm ermöglichen.
QFP, QFN, BGA
Bei vierseitigen und „leadless“ Bauteilen (QFP, QFN, BGA etc.) ist Heißluft die effizienteste Lösung. Typischerweise ist für solche Komponenten, insbesondere die größeren, ein Hochleistungs-Heißluftgebläse erforderlich, und im Portfolio von Weller sind zwei verschiedene Lösungen verfügbar: WTHA1 und WHA3000. Beide sind digitale, eigenständige Einheiten mit eingebauter Pumpe. WHA3000 ist auch mit Venturi-Ventil erhältlich, wenn Stickstoff oder Druckluft gewünscht wird. WTHA1 hat eine Leistung von 900 W und kann bis zu 100 l/min Heißluft bei maximal 600 °C liefern. Es funktioniert, indem man Temperatur und Durchfluss einstellt und einfach einen Schalter (oder eine Taste am Gerät oder als Zubehör mit dem Fußschalter) drückt, um das Gerät ein- und auszuschalten. Es besteht auch die Möglichkeit, ein thermisches Profil bestehend aus Temperatur, Luftstrom und Zeit für bis zu fünf Phasen festzulegen. WHA3000P fügt die Vakuumfunktion hinzu, sodass es nach dem Entlöten eines Bauteils möglich ist, es auch automatisch zu entfernen. Auch in diesem Fall kann man ein thermisches Profil mit drei Stufen ausführen, einschließlich der erforderlichen Vorwärmtemperatur. Es ist auch möglich, einen Wärmesensor anzuschließen, um Wärmeprofile zu untersuchen.
Vorheizen
Das Vorheizen wird in jedem Fall empfohlen und ist in manchen Fällen sogar obligatorisch. Wenn Sie aus verschiedenen Gründen nicht mit hohen Vorwärmtemperaturen arbeiten können, führt bereits eine niedrige Temperatur (60/80°C) zu einer Verbesserung. Im Übrigen sind die Heizplatten von Weller sowie der Rest des Sortiments für ihre Präzision und Zuverlässigkeit bekannt. Beim WHP1000 und WHP3000 besteht außerdem die Möglichkeit, einen anschließbaren Thermosensor als „Systempilot“ zu verwenden, die auf der Platte eingestellte Temperatur ist der Zielpunkt für den Sensor. Hier können die gesamten Heizelemente verwendet werden oder nur ein Teil davon, je nach Bedarf.
Aus diesem Grund werden die kompletten Rework-Systeme WHA3000PS und WQB4000SOPS von Weller mit Vorheizplatten geliefert. Das erste ist das Set bestehend aus WHA3000P mit Vorwärmplatte und Schaltung + Heißluftpistolenhalter. WQB4000SOPS ist ein halbautomatisches Rework-System mit einem „Split-Optic-Positioning-System“, das die Bauteilausrichtung vor dem Löten ermöglicht, indem es sowohl Schaltungspads als auch Bauteilanschlüsse (auch für QFNs und BGAs) auf demselben Bild zeigt. Mit seiner Präzision, Leistung und dem benutzerfreundlichen achtphasigen thermischen Profiler ist der WQB4000SOPS die erste Wahl.
Durchkontaktierte Löcher
Durchkontaktierte Löcher (PTHs) sind ein weiteres interessantes Feld. Hier hat Weller einen Hochleistungs-Entlötkolben auf den Markt gebracht, der in drei verschiedenen Versionen erhältlich ist: der ergonomische DSX120 und WXDP120 und der vertikale WXDV12 für Anwendungen mit eingeschränktem Zugang. Diese Entlötkolben sind die effizientesten, präzisesten und sichersten auf dem Markt und verfügen über zahlreiche Merkmale wie 120 W Leistung, gute Kontaktfläche zwischen Düse und Heizelement und Düsen, die Lötlegierungen ohne Abkühlung zum Kollektor treiben. Dies kann verhindern, dass sich die Legierungen verfestigen und den Kanal verstopfen, bevor sie den Kollektor erreichen. Es ist wichtig, die richtige Düse zu wählen: Ihr Loch muss zu dem Loch auf der Leiterplatte so passend wie möglich sein. Bei dieser Art von Anwendung ist die Wartung der Einheiten und Werkzeuge von entscheidender Bedeutung. Um Schäden an den Werkzeugen, Pumpen und dem Venturi-Ventil zu vermeiden, müssen Sie Werkzeuge und Gerätefilter regelmäßig überprüfen und die Wartungsanweisungen des Lieferanten befolgen.
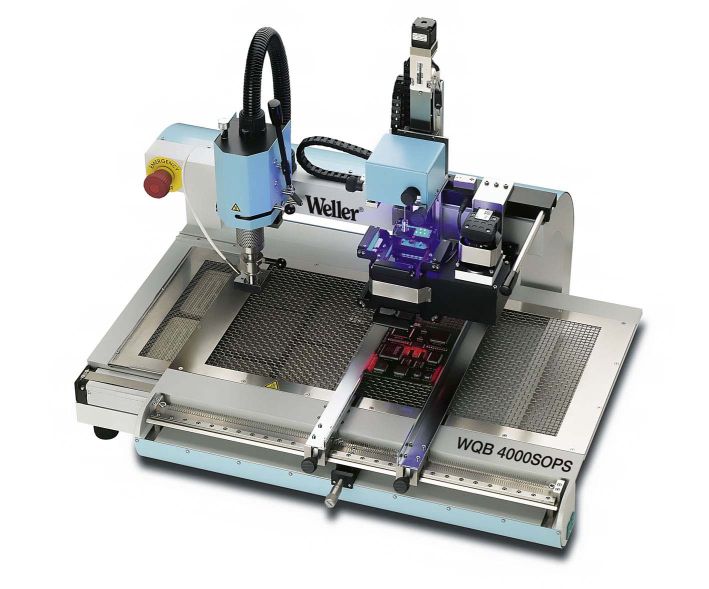
„Split-Optic-Positioning-System“
Nacharbeit
Bei der Nacharbeit ist es wichtig, eine gute, frische Lötlegierung und Flussmittel zu verwenden. In diesem Fall kann es schwierig sein zu wissen, ob Sie das verwenden sollten, was sich bereits auf der PCBA befindet oder nicht. In einigen Fällen kann es unmöglich sein, dies herauszufinden. Weller bietet sowohl flüssige ROL0- als auch ROL1-Flussmittel zur Vorbereitung von nachzuarbeitenden Teilen (entscheidend bei Heißluftanwendungen) sowie verschiedene Arten von bleifreien Lötdrähten mit L0- oder M1-Flussmitteln an. Sie sind in Zinn-Kupfer-, Zinn-Silber-Kupfer- und Zinn-Kupfer-Nickel-Legierungen mit Durchmessern von 0,2 mm bis 1,6 mm und Rollengewichten von 10 g bis 500 g erhältlich. Darüber hinaus handelt es sich bei allen um No-Clean-Legierungen, die durch das Vorhandensein von Mikroadditiven gekennzeichnet sind, die die Oxidation und Erosion der Spitze reduzieren und ein konstantes Vorhandensein des Flussmittelkerns gewährleisten, um konsistente und qualitativ hochwertige Ergebnisse zu erzielen. Die Verwendung frischer Lotlegierungen und Flussmittel ermöglicht eine größere Fließfähigkeit, weniger Spritzer und die Möglichkeit, bei niedrigeren Temperaturen zu arbeiten, wodurch die Betriebskosten mit höherer Produktivität, besserer Qualität und längerer Lebensdauer von Spitzen und Komponenten auf ein optimales Niveau zurückgeführt werden.
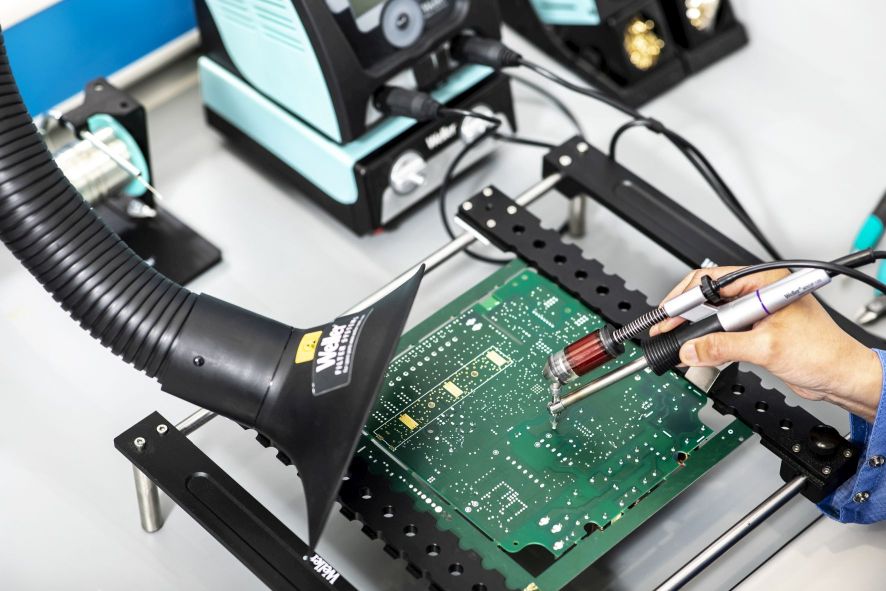
Absaugung
Wenn es um Flussmittel und Lötlegierungen geht, ist es wichtig, ein gutes Filtersystem zu verwenden, da während der Nacharbeit typischerweise mehr Rauch entsteht als bei Standard-Lötanwendungen. Die betroffenen Teile können verschmutzt, mit Harz oder Klebstoff beschichtet sein und möglicherweise sogar zusätzliches Flussmittel benötigen. All dies kann potenziell gefährliche Substanzen erzeugen, die aus dem Atembereich ferngehalten werden müssen. Die dreistufigen Filtersysteme von Weller können dabei helfen. Eine Stufe ist als „Spitzenabsauger“ erhältlich, der über ein kleines Rohr verfügt, um die Dämpfe in der Nähe der Lötspitze abzusaugen. Ein weiterer ist ein „Volumenabsauger“ mit einem flexiblen Arm, der in der Nähe des Arbeitsbereichs platziert werden kann und im Vergleich zum Vorgänger eine viel größere Fläche abdeckt. Das dritte ist ein System alten Stils. Außerdem ist es obligatorisch, die Filter regelmäßig zu überprüfen und auszutauschen: Hauptfilter mindestens einmal im Jahr oder bei Alarm der Geräte und häufiger für Vorfilter, je nach Verwendung.